|
Zerlegen
Der 325i Zylinderkopf muss demontiert werden. Alle Anbauteile des
Motors sind zu entfernen. Der Block muss gereinigt und komplett zerlegt
werden.
Abfräsen
Der Block wird oben um 0.8mm abgefräßt werden, um mit
Katkolben eine günstige Verdichtung von ca. 10.1:1 zu erreichen.
Diese Arbeit am besten einen Motorenbauer erledigen lassen.
|

|
Welle einsetzen
Die M52 Kurbelwelle wird mit neuen Hauptlagern in den Block eingesetzt.
Die Lagerschalen werden trocken in den Block eingesetzt. |

|
Schrauben und
Auflageflächen werden mit Öl benetzt.
|

|
Pleuel montieren
Die 130mm Pleuel werden an die 325i Kolben montiert.
Kolbenringe
Neue Kolbenringe sind zu montieren
|

|
Kolben einsetzen
Die Kolben werden mit Spannbändern eingesetzt.
|

|
Pleuellager anziehen
Die Pleuellagerschalen werden trocken in die Pleuel
eingesetzt. Die Laufflächen sind jedoch mit Öl zu
benetzen. Die Pleuelschrauben sind nach unseren langjährigen
Erfahrungen wiederverwendbar und werden mit 20Nm +70° angezogen.
|

|
Flansch umarbeiten
Der Flansch der vorn auf der M52 Welle drauf war wird nun umgearbeitet.
Der Ring wo der Simmering des M52 Motors drauf lief wird mit einer
dünnen Flexscheibe abgetrennt.
Der abgetrennte Ring wird auf der Drehbank wieder planparallel auf 18mm
gedreht.
|

|
Die Lauffläche wird
nun auf die Welle aufgeschoben. Das Zahnriemenrad folgt.
|
|
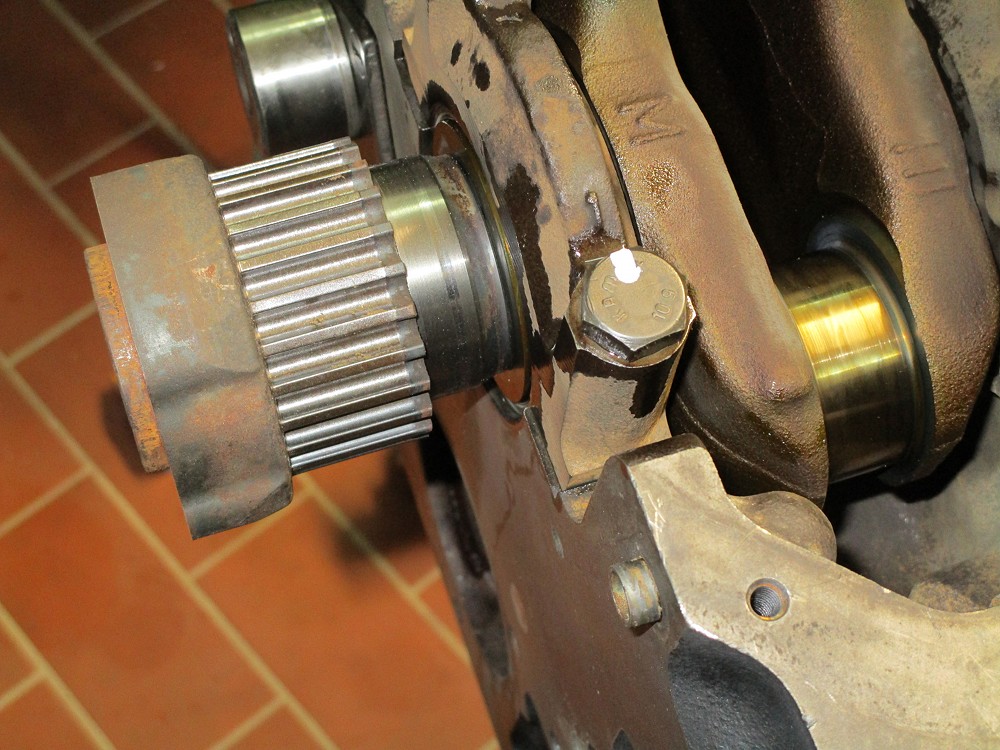
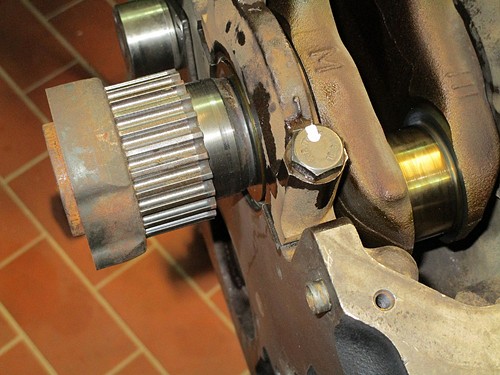
Zentrierbund kürzen
Der Zentrierbund an der dicken Unterlegscheibe für die
Zentralschraube muss ebenfalls etwas zurückgenommen werden damit
die Schraube auf dem M20-Flansch drückt und nicht auf das
Kurbelwellenende. |

|
Hier nochmal ein
ausgeborgtes Foto einer englischen Webseite.
|

|
Block komplettieren
Der Block wird dann mit den üblichen Anbauteilen komplettiert.
|

|
Kopf montieren
Der Zylinderkopf kann wieder montiert werden.
Bei Verwendung von scharfen Nockenwelle ist die Freigängigkeit der
Ventile im OT in der Regel nicht mehr gegeben. Die Ventiltaschen in den
Kolben sind tiefer zufräsen. Siehe
Anleitung hier.
|